

{kind=link}
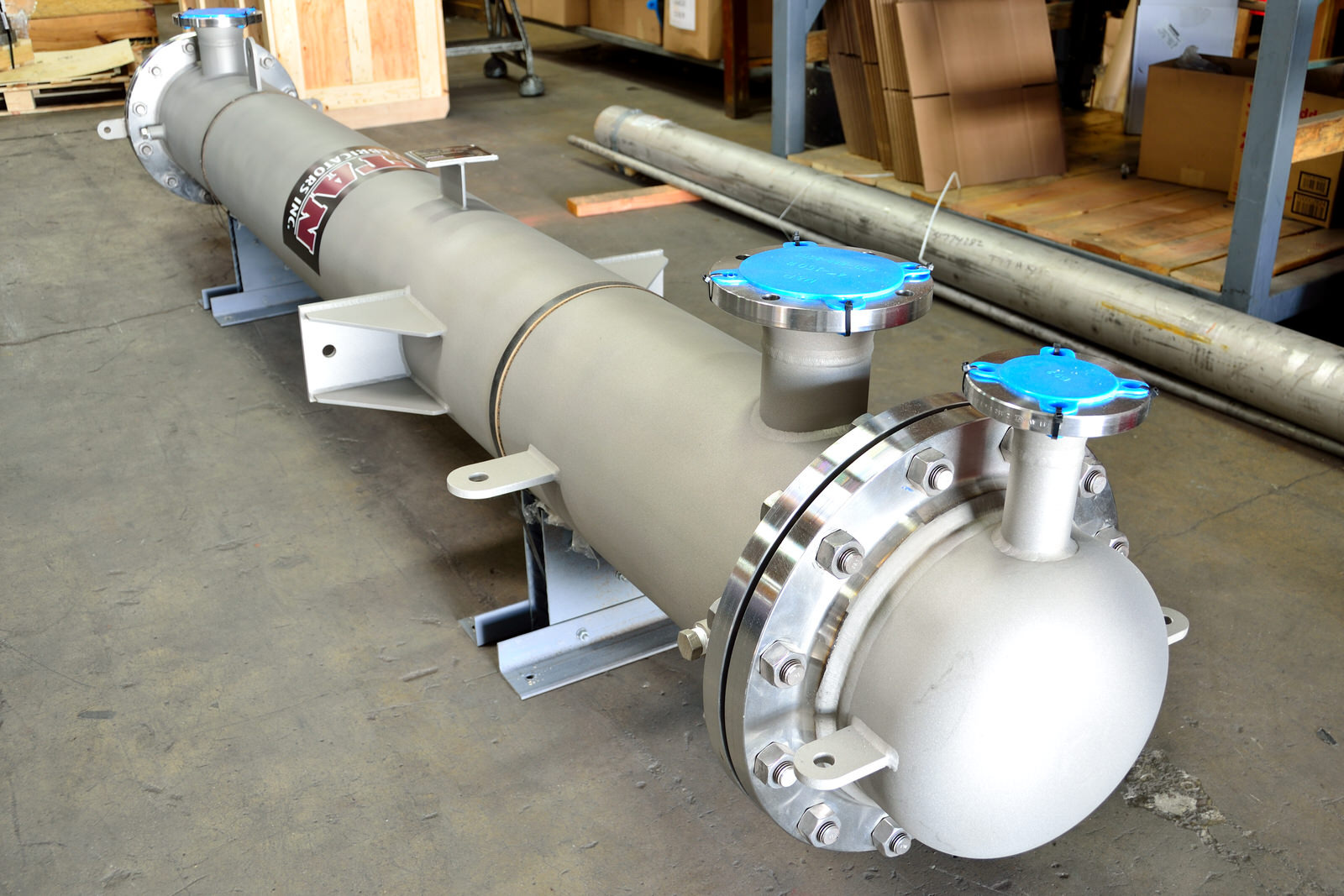
Duplex stainless steel heat exchangers are becoming the preferred choice in industries that demand both strength and superior corrosion resistance. Made from duplex stainless steel, which combines the benefits of austenitic and ferritic structures, these heat exchangers offer excellent mechanical strength while resisting pitting, stress corrosion cracking, and crevice corrosion. This makes them highly reliable in applications exposed to aggressive chemicals, seawater, and high-pressure conditions, where conventional materials may fail. They are widely used in oil & gas, chemical processing, desalination plants, and marine industries, where durability and efficiency are critical.
The unique properties of duplex stainless steel provide significant performance advantages over standard stainless steel. These heat exchangers can withstand high chloride environments and extreme operating conditions, ensuring long service life with minimal maintenance. Additionally, their higher thermal conductivity compared to traditional stainless grades allows for improved heat transfer efficiency, making them an excellent choice for energy-intensive operations. Their mechanical strength also enables thinner wall designs, reducing weight without compromising safety, which is especially beneficial in offshore and marine applications.
Investing in duplex stainless steel heat exchangers offers long-term cost savings by reducing downtime, maintenance, and replacement needs. Their resistance to corrosion and erosion ensures reliability even in harsh environments, while their compatibility with advanced process systems supports sustainable and energy-efficient operations. For industries that cannot afford system failures, duplex stainless steel heat exchangers provide the perfect balance of strength, efficiency, and durability, making them a smart and future-ready investment.